
ЧПВ своими руками (окончание)
Разговор на интересующую многих тему «Частично-погруженный винт на прогулочной мотолодке» мы начали с того,
что предложили обстоятельно взвесить все «за» и «против» (напомним, что практически единственный, но очень серьезный плюс ЧПВ — это солидная прибавка в скорости;
все остальное же — лишь «побочные эффекты», далеко не всегда устраивающие среднестатистического водномоторника).
Также успели достаточно подробно остановиться на двух хотя и «предварительных», но очень важных моментах:
методике проведения ходовых испытаний, являющихся неотъемлемой частью процесса создания ЧПВ, и выборе винта-основы.
Теперь настало время вооружиться инструментом и непосредственно приступить к делу
Повторяем предупреждение, которое дал наш постоянный консультант и один из лучших спортивных «винтовиков» страны, заслуженный тренер России Александр Беляевский еще в предыдущей публикации:
изложенное ниже не претендует на роль подробного технологического руководства — это лишь перечень основополагающих принципов и общих советов, следуя которым,
можно с большой долей вероятности добиться успеха, особенно если действовать постепенно и почаще проверять достигнутые промежуточные результаты на воде.
Именно на практические проверки следует делать основную ставку - ЧПВ, увы, до сих пор мало подвластен строгим гидродинамическим расчетам.
Итак, у нас на руках обычный «потребительский» гребной винт из нержавеющей стали, купленный в магазине или через интернет
(надо сказать, что подавляющее число ЧПВ, используемых гонщиками на соревнованиях даже самого высокого уровня, изготовлены именно из таких общедоступных винтов).
Уже упоминалось, что при использовании в привычном погруженном режиме он должен обеспечивать недобор оборотов двигателя
на полном газу в пределах 600-1000 об/мин от максимальных для данного типа подвесника — то есть должен быть заведомо «тяжелым»,
прежде всего за счет обещающего более высокую скорость увеличенного шага.
Приподняв мотор вместе с винтом из воды и серьезно доработав сам винт, нам и предстоит ликвидировать упомянутую разницу оборотов,
раскрутив коленвал до установленной заводом-изготовителем мотора максимальной частоты вращения (данная величина обычно укладывается в пределы 5800-6100 об/мин).
Конечно, при подборе «основы», действуя методом проб и ошибок, трудно обеспечить аптекарскую точность, но все же имейте в виду,
что заранее предусмотренный недобор оборотов должен зависеть от того, насколько высоко планируется поднять мотор.
При этом не забывайте, что при излишнем подъеме винта из воды упомянутые ранее побочные эффекты использования ЧПВ начинают проявлять себя чересчур заметно — надо сказать,
что предусмотренное правилами многих гоночных классов ограничение минимального расстояния между осью гребного вала и продолжением килевой линии
(не менее 10 мм) продиктовано в первую очередь соображениями безопасности (гоночная лодка должна быть не только быстрой, но и управляемой!).
Чем выше вы собираетесь поднимать мотор, тем больше должен быть упомянутый недобор, но при любых обстоятельствах он не должен превышать 1200 об/мин — в противном случае есть риск,
что доработки винта, которые придется осуществить в незапланированных масштабах, не принесут желаемого результата.
Арсенал винтовика
Перед тем, как приступить к работе, прикинем, что нам для этого понадобится.
(Инструмент и приспособления, необходимые для перестановки мотора на транце по высоте, здесь рассматривать не будем — перечислим лишь то, что нужно иметь для обработки винта).
В общем и целом набор достаточно незамысловат, и большинство инструментов наверняка сразу обнаружится в любой приличной домашней мастерской.
Прежде всего это инструменты для металлообработки — плоские, круглые и полукруглые напильники и надфили с грубой и тонкой насечкой, а также шкурка различной зернистости.
Не лишней будет и ножовка по металлу с запасом полотен. Но вообще-то крайне желательно обзавестись соответствующим электроинструментом,
который не только значительно ускорит работу, но и позволит осуществить ее более «тонко» и аккуратно — «болгаркой» или, в качестве ее заменителя,
мощной электродрелью с достаточно большим набором отрезных и шлифовальных кругов различного диаметра и зернистости.
При обработке лопастей очень удобны не только «целиковые», но и лепестковые круги (рис. 1).
Кстати, при работе с электроинструментом не забывайте о технике безопасности - необходимы толстые рабочие перчатки, а также надежная защита глаз и лица.
Идеальный вариант — не просто защитные очки, а полностью закрывающая лицо маска из прозрачного оргстекла.

Разнообразные шлифовальные круги, в том числе лепестковые (слева) значительно ускоряют процесс обработки
Для удержания винта при обработке понадобятся достаточно большие и надежно закрепленные на верстаке тиски, губки которых желательно дополнить деревянными накладками, не повреждающими металл винта.
Для разметки приготовьте гибкую металлическую линейку и спиртовые фломастеры-маркеры с тонким кончиком (карандашная линия на полированной поверхности стального винта далеко не всегда хорошо заметна).
При контроле сечения обработанных лопастей наиболее удобен микрометр (рис. 2).
В качестве замены сгодится и кронциркуль — если он снабжен шкалой или цифровым индикатором, а вот штангенциркуль, нам, увы,
не помощник — его плоские губки не позволяют корректно снимать замеры на поверхностях значительной кривизны.

Проконтролировать сечение «ложкообразных» лопастей можно только при помощи микрометра
В принципе, перечисленного вполне достаточно, но «в идеале» необходима также так называемая шаговая плита соответствующего вашему винту диаметра (рис. 3).
Плиту можно заказать знакомому токарю или фрезеровщику, но есть и иной способ — например, выпилить необходимые кольца или сегменты электролобзиком и наклеить их на твердую основу.
Такой метод обеспечивает и строго одинаковую глубину канавок. (Кстати, в этом случае можно несколько упростить задачу, изготовив не целую круглую плиту, а лишь ее 60-градусный сектор).
При установке валика тоже необходима высокая точность, поскольку от него зависит параллельность плиты и плоскости вращения винта.
Для центровки обычно используют распорные конусные втулки — опирать винт ступицей непосредственно на плиту не рекомендуется.
Шаговые угольники, вырезанные из жести или тонкого алюминия, должны располагаться в канавках строго перпендикулярно плите, поэтому их фиксируют пластилином.
Принцип определения углов наклона их верхних «контрольных» кромок показан на рис. 4.

Шаговая плита — очень полезное приспособление в работе винтовика, но, в принципе, можно обойтись и без нее
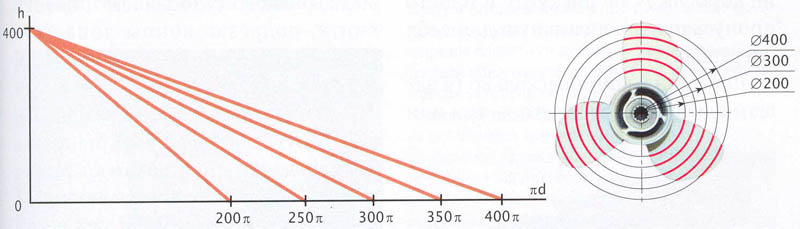
Так строятся шаговые угольники для различных диаметров винта шагом 400 мм.
При построении треугольников величину шага на вертикальной оси можно отложить и в дюймах (1 дюйм = 2.54 мм),
а диаметры, определяемые канавками шаговой плиты, по-прежнему отсчитывать в миллиметрах
Впрочем, при достаточно аккуратной обработке лопастей и использовании в качестве ориентира уже имеющихся на них «заводских» кромок вполне можно обойтись и без плиты.
В том случае, если вы рискнете прибегнуть к рихтовке — например, при корректировке «отброса», понадобится газовая горелка.
Сейчас не проблема купить достаточно компактную горелку с «автоматическим» розжигом вроде той, что показана на рис. 5,
но сгодится и старая добрая паяльная лампа, поскольку высокие «сварочные» температуры не требуются.

Компактная, разжигающаяся «одним щелчком» газовая горелка может пригодиться при рихтовке
Для окончательного этапа — шлифовки и полировки — потребуются мелкозернистые шлифовальные и фетровые полировочные круги,
устанавливаемые на электродрель, а также шлифовальные и полировочные пасты - например, известная ГОИ.
Семь раз отмерь...
...Один раз отрежь. Стальной винт - штука далеко не дешевая. У кого-то, наверное, просто рука не поднимется подступать к нему c «болгаркой» и напильником.
И, конечно, будет очень обидно загубить его из-за банальной спешки.
Поэтому еще раз напоминаем: не пытайтесь превратить «основу» в ЧПВ одним махом, иначе вас могут ждать сплошные разочарования.
Действуйте постепенно, поэтапно, и на каждом из этапов проверяйте результат экспериментальным путем, даже если ваша мастерская расположена далеко от воды.
(Естественно, ходовые испытания проводите уже на поднятом на желаемую высоту моторе).
«Этапы» отличаются друг от друга сложностью их осуществления, поэтому еще один совет:
если вы чувствуете, что до «высшего пилотажа» пока не доросли — не рискуйте и просто пропускайте непосильную для себя операцию.
Лопастей у винта несколько (в нашем случае, скорее всего — три или четыре), и все они должны быть абсолютно идентичны.
Что касается контура уже обработанной лопасти, то перенести его на остальные проще всего методом «бумажного слепка» (рис. 6) — естественно, не забывая и про линейку.


Скопировать контур обработанной лопасти удобнее всего при помощи «бумажного слепка»
Итак, последовательность действий, после каждого из которых винт должен быть испытан на воде, следующая:
1. Немного уменьшаем диаметр винта, подрезав концы лопастей.
Важное примечание — данная мера осуществляется только лишь в том случае, если мотор поднят из воды на умеренную величину;
«настоящему» ЧПВ вроде тех, что используют спортсмены, наоборот, требуется увеличенный диаметр, поэтому если диск винта будет выступать над водой на ходу на одну пятую диаметра и более,
данную операцию пропускаем. Впрочем, ничто не мешает нам подрезать винт по диаметру — если он все равно окажется чересчур «тяжелым» — и на заключительном этапе).
2. Подрезаем по прямой выходные кромки лопастей — так, как показано на рис. 7.
Точные размеры привести затруднительно, так что просто воспользуйтесь примерно теми же пропорциями, что и на снимке.
Кроме того, есть еще один «ориентир»: подрезанная кромка должна совпадать с линией диаметра винта — то есть проходить через центр оси гребного вала (рис. 8).

Вначале по предварительной разметке подрезаем выходную кромку

Желательно, чтобы подрезанные выходные кромки располагались по диаметральным линиям винта
3. Если испытания на воде показывают, что винт остается «тяжелым», подрезаем также и входные кромки — на сей раз примерно повторяя их существующую конфигурацию (рис. 9).
Эту операцию стоит осуществлять поэтапно, сверяясь с результатами промежуточных испытаний.

При подрезке входных кромок более-менее повторяем существующий контур
4. Следующий этап довольно сложен, хотя его описание и укладывается всего в лишь в несколько строк.
Нагнетающую поверхность лопасти необходимо обработать так, как показано на рис. 10, придав ей «ложкообразный» профиль.
Чего мы при этом добиваемся? Во-первых, немного увеличиваем шаг. Во-вторых, уменьшаем сечение лопастей и, соответственно, создаваемое ими сопротивление.
В-третьих, формируем на выходных кромках и концах лопастей своеобразные интерцепторы, способствующие «фокусированию» отбрасываемого ими потока воды в нужном направлении и,
соответственно, увеличению упора, что особенно важно на переходных режимах,
на которых ЧПВ изначально проигрывают обычным погруженным винтам (не забывайте, что «фирменные» интерцепторы мы уже успели отрезать вместе с выходными кромками).
Здесь как нельзя более пригодятся «болгарка» и шлифовальные круги — в том числе лепестковые.

Такой «ложкообразный» профиль следует придать лопасти при помощи шлифовальных кругов.
Примерно на двух третях ширины лопасти от входной кромки нагнетающая поверхность должна быть параллельна имевшейся, если не планируется немного подкорректировать шаг в сторону увеличения;
на оставшейся трети формируем интерцептор (а). Входная кромка «заглаживается» со стороны нерабочей поверхности лопасти.
За счет обработки можно немного увеличить шаг, но интерцептор необходимо предусмотреть и в этом случае (б).
Создать абсолютно идентичный профиль на всех лопастях винта — задача не из простых.
Опытный мастер может действовать просто на глаз и на ощупь, но начинающим советуем при помощи фломастера нанести
на противоположную сторону лопасти некое подобие координатной сетки и проверять сечение в контрольных точках микрометром.
Прошлифовать в лопасти сквозную дыру — вещь практически нереальная, однако не увлекайтесь, дабы не получилось, как в старинном присловье:
«Коротка у стула ножка - подпилю ее немножко». Сталь — материал прочный, но все же не советуем делать лопасть тоньше 3 мм (ближе к корню лучше и вовсе ограничиться 5мм).
5. Заглаживаем входные кромки так, как показано на рис. 10 (то есть со стороны нерабочих поверхностей лопастей).
6. Еще раз проверяем общую геометрию, а также статическую балансировку винта (для этого необходим простенький станочек вроде того, что показан на рис. 11)
и по необходимости приводим их в норму при помощи дополнительной обработки «тяжелых» лопастей.
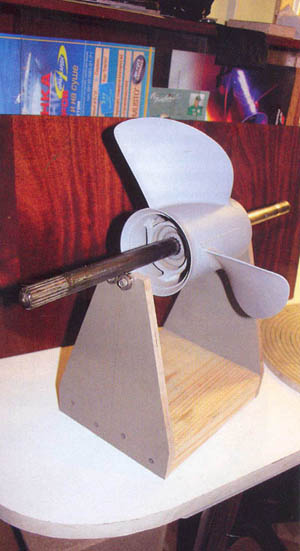
При помощи такого станочка можно проверить статическую балансировку винта. Главное, чтобы вал вращался как можно свободнее — в данном случае он просто лежит на упорах из подшипников
7. Наводим на винт окончательный блеск при помощи шлифовальных и полировочных паст (стоит напомнить, что чистые, отполированные до блеска поверхности создают и меньшее сопротивление).
В принципе, возможность несколько изменить характеристики готового ЧПВ остается и после его окончательной обработки — на сей раз при помощи рихтовки.
Например, можно подкорректировать так называемый «отброс» (угол установки лопастей относительно ступицы и гребного вала),
хотя это уже «высший пилотаж» и без предварительной консультации со специалистом экспериментировать в этой области не стоит.
Вот, собственно и все. На первый взгляд звучат перечисленные рекомендации довольно просто, однако «скоро сказка сказывается, да не скоро дело делается».
Приготовьтесь к тому, что практическая их реализация займет у вас немало часов, а то и дней, принимая во внимание промежуточные испытания.
Если у кого-то из читателей возникнут какие-либо дополнительные вопросы, наш консультант готов на них ответить.
Пишите в редакцию, а на конверте или в строке «Тема сообщения» электронного письма не забывайте указывать: «Для Александра Беляевского».
А.Л.
"Катера и яхты" №3 (219) апрель-май 2009